

● Ta seria narzędzi maszynowych przyjmuje integralną strukturę złoża kolei prowadzącej, a referencyjna szyna przewodnika przyjmuje integralne składanie częstotliwości naddźwiękowej, aby zapewnić wysoką sztywność, wysoką precyzję i stabilność całej maszyny. Przewodniczący przewodnika przewodnika przyjmuje płytkę ochronną ze stali nierdzewnej w celu pełnej ochrony, aby przedłużyć żywotność.
● Łańcuch napędowy wałka muchowego wykorzystuje wszystkie 6-stopniowe precyzyjne przekładnie uziemienia, aby upewnić się, że trajektoria narzędzia w pełni spełnia wymagania dotyczące instrukcji programu systemu CNC. Eliminuje ukryte wady, takie jak niewspółosiowość groove i pękanie noża spowodowane słabą dokładnością łańcucha napędu i sztywnością. Jego doskonała wydajność jest szczególnie widoczna w przetwarzaniu małych pierścieni węgla węgla wolframowego.
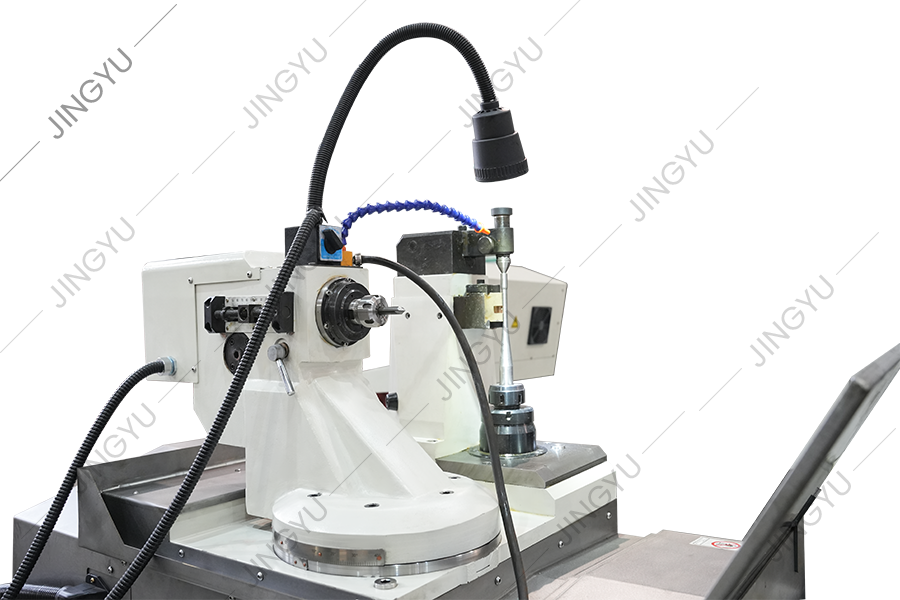
● Wrzeciono-kutasa przyjmuje dużą średnicę wrzeciona H40, który może spełniać wymagania obróbki żeberka o równej wysokości 50 mm.
● Grawerowanie i frezowanie przyjmuje strukturę łożyska obrotowego, która rozwiązuje problem sztywności wsparcia głowicy mielenia i znacznie poprawia wrażliwość i dokładność pozycjonowania kierunku obrotu.
● Wrzeciono grawerowania i frezowania jest napędzane bezpośrednio przez wrzeciono elektryczne o regulacji prędkości, o mocy 2,2 kW i maksymalnej prędkości 8000 obr / min. Narzędzie maszynowe ma charakterystykę niskiej prędkości i wysokiego momentu obrotowego i może być wygrawerowane na materiałach o wysokiej twardości.
● Rotacyjna głowica mielenia oraz grawerowanie huśtawki i głowica mielenia są ułożone równolegle i kontrolowane centralnie. Operator wybiera program przetwarzania w systemie CNC zgodnie z potrzebami, a maszyna może automatycznie realizować konwersję funkcji bez ręcznej konwersji mechanicznej.
● Wzdłużne i poprzeczne osie ruchu liniowego narzędzia maszynowego są napędzane bardzo precyzyjnymi śrubami kulowymi, aby uniknąć problemu niedokładnej transmisji zębatego zębatego szafy i nie ma potrzeby używania linijki kratowej, aby pomóc w pomiarach podczas obsługi ręcznej. Zgodnie z automatyczną kontrolą systemu CNC może osiągnąć automatyczny ruch i precyzyjne pozycjonowanie z jednego typu otworu do drugiego.

CNC Roll Frezing Maszyna
-
-
Indeks Jednostka XK8450FB Materiał obrabia Zwykłe materiały, szybkie stalowe bułki, Rolki kompozytowe, pierścionki z węglikami wolframowymi itp. Obowiązujące specyfikacje wątków mm Φ5-50 Max. Średnica przedmiotu mm Φ600 Max. długość przedmiotu mm 2500 Tryb i funkcja cięcia Rowki z rowkami tnącą muchy (rowki półksiężycowe, rowki żebra konturu itp.) I grawerowanie głowy huśtawki Tryb transmisji futera Fly Cutter Przekładnia czystej przekładni Formularz przewodnika maszyny Integral 3-Rail (Saddle 3 Tailstock 2) Szerokość drogi do maszyny mm 820 (pełna ochrona ze stali nierdzewnej) Prędkość/moc wrzeciona wrzeciona latania RPM/kW 0-500/2.5 Prędkość/moc wrzeciona wrzeciona z mielenia RPM/kW 2000-8000/2.2 Średnica rękawa mm Φ180 Liczba osi sterowania 5 System sterowania Siemens 808d Uwaga: inne systemy CNC można dostosować zgodnie ze specjalnymi potrzebami klientów. -
Powiązane produkty
-

CNC Roll Maszyna
Cat:CNC Roll Frezing Maszyna
Seria XK9350 Seria CNC Roll Roll Crescent Rowling Maszyna jest modernizowanym produktem typu XK500, który jest odpowiedni do przetwarzania bułek o ...
Zobacz szczegóły -

CNC Roll Frezing Maszyna
Cat:CNC Roll Frezing Maszyna
Ta seria narzędzi maszynowych może automatycznie wycinać rowki półksiężycowe o różnych kierunkach obrotu i dowolnym kątem helisy. Może dzielić na r...
Zobacz szczegóły -

Wysoko wydajności CNC Roll tokarka
Cat:Tokarka do obracania CNC Roll
CK8465H CNC Roll Toka łóżko przyjmuje 2 3 ciężką liniową konstrukcję przewodnika, to znaczy dwie prostokątne szyny prowadzące ułożone poziomo na łó...
Zobacz szczegóły -

Tokarka o wysokiej wydajności CNC
Cat:Tokarka do obracania CNC Roll
CK84 Seria CNC Roll tokarka przyjmuje system Siemens 828D CNC i jest napędzany przez silnik serwo. Projektując to narzędzie maszynowe, w pełni prze...
Zobacz szczegóły -

CNC pionowe centrum obróbki
Cat:Wzmocniona precyzyjna maszyna do mielenia CNC
Wszystkie trzy osie maszyny to śruby kulowe 50 × P10 na poziomie P3, a proces montażu 2-endowego stałego pretensji służy do wzmocnienia sztywności ...
Zobacz szczegóły -

CNC TC Pierścień
Cat:Maszyna szlifierska CNC
Szlifierka tworząca pierścień jest używana głównie do szlifowania pierścieni wałków węglika wolframowego w celu uzyskania szybkiej produkcji drutu....
Zobacz szczegóły -

Maszyna grawerowania rolki CNC
Cat:Inne wyspecjalizowane maszyny CNC
Maszyna grawerowania rolki CNC nadaje się do przetwarzania różnych oznaczeń twarzy na końcu rolki. Za pośrednictwem automatycznego oprogramowania d...
Zobacz szczegóły -

Laserowe centrum obróbki
Cat:Inne wyspecjalizowane maszyny CNC
To narzędzie maszynowe jest nowym rodzajem maszyn do rowkowania CNC opracowanego w oparciu o serię maszyn do mielenia Roll CNC oraz po pełnych bada...
Zobacz szczegóły -

Części zamienne
Cat:Części zamienne i akcesoria
Ta seria dostarcza głównie części noszących części do tokarów CNC, takich jak CBN Blades, PCD Blades, Proccs, Swuts itp.
Zobacz szczegóły -

Inne części maszyny CNC
Cat:Części zamienne i akcesoria
Dostarczamy również inne części zamienne, takie jak kadry na kratkę, narzędzia do rozkładu, pompy olejowe, silniki, systemy CNC itp.
Zobacz szczegóły




-
Współczesna inżynieria precyzyjna opiera się na Frezarka pionowa CNC do wyko...
Przeczytaj więcej -
Frezarki walcowe CNC zapewniają niezrównaną precyzję w przypadku cylindrycznych i skomplikowan...
Przeczytaj więcej -
Werdykt: Tokarki CNC do pierścieni tocznych osiągają tolerancje submikronowe w przypadku pierś...
Przeczytaj więcej -
Obowiązki przemysłowe i progi precyzji w obróbce walców o dużej wytrzymałości Maszyn...
Przeczytaj więcej -
Produkcja walców do walcowania profili o dużej wytrzymałości, walców do profilowania prętów zb...
Przeczytaj więcej
-
ADRES
No.3, Xinghe Road, Zhaxi Industrial Park, Chongchuan District, Nantong, prowincja Jiangsu, 226003, P.R.China
-
E-MAIL
info@rolllathe.com
-
TELEFON
+86-513-85636116
Prawa autorskie © Nantong Jingyu Machinery Co., Ltd. Wszelkie prawa zastrzeżone

